Water Jet Shredder
Project Summary
A functional, plastic shredder class project. This system uses a laminate design with most of the fabrication done using a prototype-class waterjet cutter. The project is useful as a plastic grinder for breaking down failed 3D prints.
You can download the files here:
https://www.dropbox.com/s/bfo49l5h8p7sq3c/Shredder%20DXF%27s.zip?dl=0
Project Details
This “can do” teaching and learning project showcases waterjet cutter technology. It’s a fun and cool class lesson that helps teach mechanics, waterjet cutter use, and concepts related to gears and motors. Many shredders exist on the market and there are better ways to construct this using additional tools, the purpose of this in house design was to build a functional showcase piece for waterjet technology. Its spacing and gear sizes are optimized for destroying PLA 3D prints.
About The Design
 The design uses laminate construction techniques with no welding or bending/forming processes. Components were intended to be constructed easily using a small water jet machine such as a Protomax or a Wazer. For parts not fabricated in-house, efforts were taken to use off-the-shelf materials as much as possible. I also took pains in the design to make a “junkyard friendly” bill of materials. Our example system relies on hex rods, thread rod, bearings, chains and gears from outside sources (Amazon). The system uses a 1/3rd horsepower junk-yard motor from a drill press. Beyond access to a waterjet cutter, you will need a socket set, hex wrenches, and a chain tool.
The design uses laminate construction techniques with no welding or bending/forming processes. Components were intended to be constructed easily using a small water jet machine such as a Protomax or a Wazer. For parts not fabricated in-house, efforts were taken to use off-the-shelf materials as much as possible. I also took pains in the design to make a “junkyard friendly” bill of materials. Our example system relies on hex rods, thread rod, bearings, chains and gears from outside sources (Amazon). The system uses a 1/3rd horsepower junk-yard motor from a drill press. Beyond access to a waterjet cutter, you will need a socket set, hex wrenches, and a chain tool.
Features
- “Can do” build, very easy to construct
- Can be cheaply made, primarily with scrap material
- Great teaching project, several concepts are easily taught with this project
- Laminate design allows you to make the shredder virtually any width
- Infinitely repairable. The laminate design with no welds and few fasteners allows the device to be repaired by simply replacing laminate parts as they wear
- Chain drive system offers the potential to accept virtually motor
Note on safety: This is a terribly dangerous system when running without proper safety measures. The self-feeding nature only amplifies these concerns. It should be installed in an enclosure to prevent hands from touch the machine when in use. Standard shop practices should be employed when servicing it, such as disconnection from power sources.
Future Work
- The next iteration will replace the store bought gears with waterjet cut gears.
- I may also consider a gear based transmission though may compromise our universal motor strategy.
- Add more mounting plate hole patterns for different motors
- Add more intelligence to the system including runtime, access controls, etc.
Bill of Materials (BoM)
- 2sqft of 1/4 Stainless Steel
- 1sqft of 3/8 Stainless Steel
Construction
Modification Note: There's no requirement that you make a shredder the same dimensions as ours. Our example project is a 26 blade system using two shredder stacks with 13 blades each. You can choose any width that you want, we found this worked well with our 12” hex rods. Longer or shorter hex rods can be sourced depending on desire. You will need one spacer for each blade. For example, a 26 blade system you will also require 26 spacers.
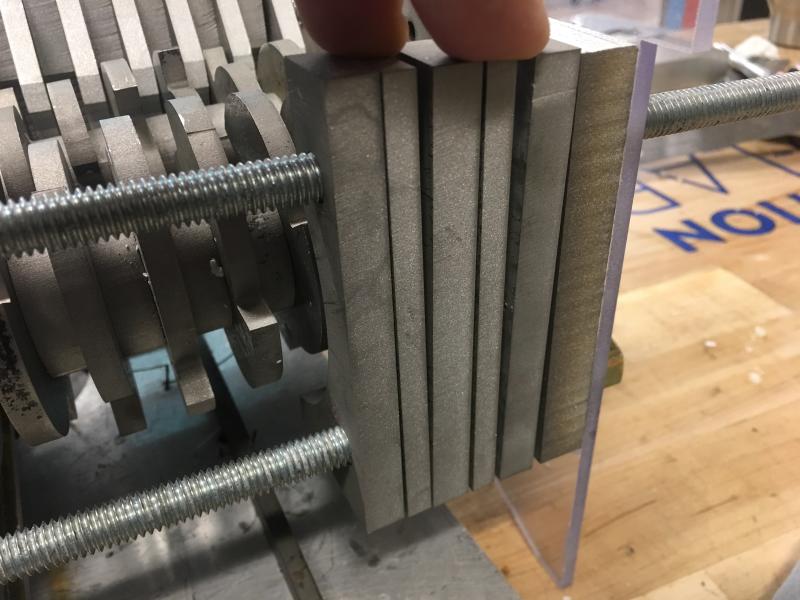
Blades
The blades are constructed by laminating pieces of cut steel onto the hex rod core. Take special note and attention to the pattern direction of the teeth.
Start by cutting the list of pieces from the blade cut sheet. Cut blades from 1/4" stock and spacers from 3/8 stock. Interior surfaces connecting to the hex rod are more critical and should be cut using the higher finish settings on your system. Exterior cutting surfaces can be cut using lower quality settings. Take special note that there are
Once cut, press the blades and spacers onto the first hex rod, alternating in the pattern of blade 1, spacer, blade 2, spacer, blade 1, spacer, blade 2, and so on. It is important that you end with a spacer. Some tolerance was given in the design. Blades will fit tightly but should not need the use of a press. You can use a hammer to persuade them if needed. Note that water jet cutters create a round interior corner, you may need to slightly file the square exterior corners of the hex rod a few thousandths.
Begin cutter assembly two by starting with a spacer (important) and follow the same pattern of blade 1, spacer, blade 2, spacer, blade 1, and so on. Ensure that the blade teeth face in the opposite direction of the first cutter assembly. You should end with a blade on cutter assembly two.
Once complete, it should be obvious how the shredder assemblies will interlock.
Modification: There's no requirement that you make a shredder the same dimensions as ours. Our example project is a 26 blade system using two shredder stacks with 13 blades each. You can choose any width that you want, we found this worked well with our 12” hex rods. Longer or shorter hex rods can be sourced depending on desire. You will need one spacer for each blade. For example, a 26 blade system you will also require 26 spacers.
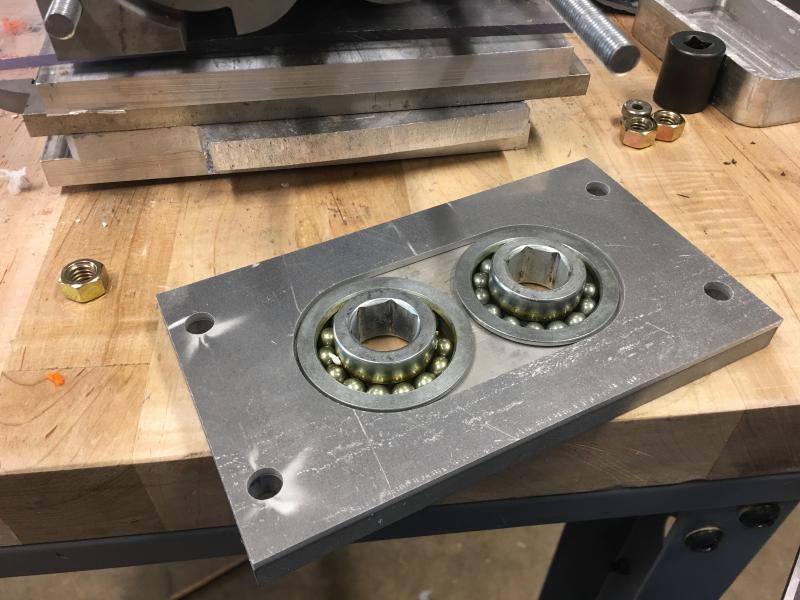
Housing
The housing is constructed with a laminate method. Pieces of steel or aluminum will be stacked onto 3/8" thread rods then caped on either end by the bearing plates. Other than where noted, parts can be cut with low-quality settings. This will only affect the final appearance but have little impact on functionality. Remove burrs on cut parts with a file or sanding.
Start by cutting each bearing plate. We recommend 3/8" or 1/2" aluminum. The left and right are identical. For the bearing holes, we recommend high-quality settings on your waterjet. Once completed, the four bearings can be pressed into the plates. They should fit snuggly and may require persuasion but will not necessarily require a press. While a tight fit and a hydraulic press are the proper method and preferred over a hand fit, the loser tolerances are designed to accommodate shops without those tools. We have found the friction from the compression of the thread rods is sufficient to hold the bearings in place. Set the bearing plates aside.
Then move on to cutting the body laminations. You will need as many body-blade-spacers as you have blades and as many body-spacers as you have spacers in your blade assembly. Cut this quantity. Body-blade-spacers will be cut from 3/8" stock while body-spacers will be cut from 1/4" stock. After the cuts, remove any burrs as they will affect fit.
Cut two each of the bearing spacer and bearing guard. Remove burrs.
Begin assembly of the laminate sides by understanding the direction of spin for the cutter assemblies. It will help to set them next to each other. Start by placing a body-blade-spacer or body-spacer onto two of the 3/8" thread rods. Which you start with will be determined by whether your cutter assembly begins with a cutter or a spacer. In all cases a blade spacer will correspond to the blades body-spacers will correspond to spacers. Stack up your parts on the threaded rod, alternating spacers. The final stack should align with the cutter assemblies.
Final Assembly
This is most easily done with two people. Begin by roughly laying out the laminate side panels and two cutter assemblies in the approximate position where they will be. It may help if they are on the edge of a workbench. Get the bearing guard plate and push it on over the 3/8" threaded rods, the hex shafts should protrude. In the same fashion, press the bearing spacer onto the unit. Now push the side plate onto the system, ensuring the bearing shaft protrusion and the lip of the bearing are facing inwards toward the cutting assembly. It will be challenging to align the thread rods and hex shafts with the bearings, this is where the extra set of hands is helpful. Once in position, add a few nuts to hold things in place. Flip the unit around an repeat the process for the other side. Once complete, the shredder assemblies should spin freely. Do not tighten the nuts on both ends of the threaded rods more than finger tight before reading the tuning section. As a final step, tap the holes on the side places a 1/4"-20 hand tap.
Tuning
In an ideal world, the material thicknesses would be exactly .125", .250" and .375" and all burrs would be removed. In such a case the shredder will work perfectly as described above since we're using equal numbers of layers. However, materials vary a few thousandths and this can add up with our laminate strategy. If the body is narrower than the final assembled with of the cutter assemblies the bearings will be strained when we tighten the nuts on the threaded rods. If they are overstrained they will wear or fail prematurely. If the cutter assemblies are narrower then they'll rattle around in the housing. To tune the design, slowly tighten the threaded rod nuts and determine if you are side loading the bearings or the cutters are loose. Use a caliper to determine the approximate slack.
If the cutters are short, waterjet cut the "cutter-tuning-spacer" from the file list from a piece of stock that is the thickness of the discrepancy. Install this spacer on both cutter head shafts by removing a side panel and placing it between the last spacer or cutter blade and the bearing. Both shims should be installed on the same side of the cutter assemblies. There should be one shim against a spacer and one shim against a cutter.
If the bodies are short this is a more critical problem because of bearing failure. Even a short amount of run time on a sideloaded bearing can cause it to fail. Simply cut another body-blade-spacer and body-spacer from stock that is the approximate thickness of the discrepancy. Both tuning shims should be installed on the same side of the shredder body.
Bench Testing
The unit can be bench tested using the bench test housing. This can be waterjet cut or laser cut depending on the material. This can be added to the shredder on the side plates. They will simply bolt on using the 3/8" thread rods. At this point, the shredder can be driven with a drill and 3/4" socket attached.